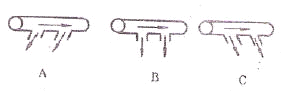
1. �� ��ͨ�^��׃Һ������������ֲ����������������ٶȵĝ�עϵ�y��________��עϵ�y��
A.����ʽ B.����ʽ
C.����ʽ D.�_��ʽ
�� A
2. �� ���T���Юa�����пs��ԭ���ǺϽ��________ֵ���ڹ̑B�տsֵ��
A.Һ�B�տs B.�����տs C.�̑B�տs D.Һ�B�տs�������տs
�� D
3. �� ������T䓼������O�����F�r��ð�ڵ��T���˲�����Ч�a�s���x���T���ں��________��
A.�ɱ� B.2.5��
C.4�� D.4.5��
�� D
4. �� ��________�A�Ό��T�����Π�ͳߴ羫��Ӱ푴�
A.Һ�B�տs B.�����տs
C.�̑B�տs D.�w�տs
�� C
5. �� ����ˇ�a����һ��ֻ����________�ėl����
A.�������a B.�������a
C.С���� D.�μ����a
�� D
6. �� ���������a�s�ĝ�עϵ�y��________��עϵ�y��
A.�עʽ B.��עʽ
C.�A��ע��ʽ D.��עʽ
�� B
7. �� ���Ͻ���Һ�B�����ص��w�e��׃�����Q��________��
A.�̑B�տs B.Һ�B�տs
C.�w�տs D.���տs
�� C
8. �� ��܇������Ҫ�����һ���ď��ȣ����õĄ��Ժ�________��
A.��ĥ�� B.�g��
C.�p���� D.������
�� C
9. �� �������T��Ͻ��У������Բ����________��
A.���T�F B.�T�
C.�a���~ D.�X��Ͻ�
�� B
10. �� ������________���ͺ����ɰ����ȡ��ģ�ӾͿɝ�ע�����H�����˹�����������T���|����
A.ľģ B.����ģ
C.��ĭ����ģ D.����ģ
�� C
11. �� ���T���ڹ̑B�տs�r�����ܵ��T�͡���о����ð�ڡ��䎧��������K���a���đ����Q��________��
A.�ᑪ�� B.��׃����
C.�տs���� D.������
�� C
12. �� ������________�۟���ˇ�Ǵ�����������ˮ���I���a�ߏ����T�F������Ч;����
A.�_��t��늠t�p B.늻��t C.늻��t�������t D.�Б�늠t
�� A
13. �� �����T�F��̼�躬����________���r���������Ժá�
A.5.9 B.5.2
C.4.2 D.6.2
�� D
14. �� ��С����������aʹ�õĸ��Nģ�ӣ��˲���________������
A.ľ�� B.����
C.�T�F D.��ĭ����
�� A
15. �� ���ѿڿ����ؾ���߅��a������________��������
A.���� B.����
C.��̎���Ѽy D.�Ӻϲ���
�� B
16. �� ���ƶ��ڄӶ��~���������Ć��}��________��
A.�� B.ȫ
C.�� D.ʡ
�� C
17. �� ���C�����͵���С��ɰ�䳣����________�i�o��
A.Ш�ο� B.Ш�i
C.��˨ D.����
�� A
18. �� ��ijһ���T�F����ע�r�g�ĸ߶Ȟ�500mm�����Ϳ��߶Ȟ�400mm���T��ȫ��λ�����ͣ������עʽ��ע���t��ƽ�������^�߶�Hp��________��
A.50cm B.40cm
C.12.5cm D.10cm
�� B
19. �� ��һ����i䓲���________̎����
A.���𣭻ػ� B.ˮ�g
C.ȥ�����˻� D.���
�� B
20. �� ���������T��̎�ڏ��Ԡ�B�r���T�쑪�����^�Ͻ��________���a���ġ�
A.���ԘO�� B.����������
C.���������� D.���ȘO��
�� D
21. �� ���T����С�ں������________��
A.���T�F B.��ī�T�F
C.�T�~ D.�T�
�� D
22. �� ���ȝ������������á��ą^��ͨ����________�ȝ����Ľ���e���s�|�����@���^��r���б�����ȝ������M����ǻ�Ŀ��ܡ�
A.���� B.���ڵ��� C.С�� D.С�ڵ���
�� A
23. �� ��________��ɰ�|���^������ڻ���Ҫ�ߵĆ�һɰ�ͱ�ɰ��
A.��݆ʽ��ɰ�C B.�[݆ʽ��ɰ�C C.�B�mʽ��ɰ�C D.��݆���D��ʽ��ɰ�C
�� B
24. �� ���ڷ��F�Ͻ��T�������a�У�������________ֱ�����������c�dz���ƽ�����ܱ������Һ���������⡣
A.���A�F�� B.���A�F��
C.���� D.�A����
�� C
25. �� ����101Kg���ϣ�1t���µ��T�F����������________Ӌ�㝲ע�r�g��
A.t=S*(G)1/2 B.t=S1*(��G)1/3 C.t=S2*(G)1/2 D.t=S*(��G)1/3
�� B
26. �� ����С�ͽ���о�еıں�һ���________���ҡ�
A.5mm B.10mm
C.15mm D.20mm
�� B
27. �� ������T���ă����Fһ��ռ�T��������________��
A.3��5�� B.5��7��
C.7��9�� D.9��12��
�� B
28. �� �����˱��❲ע�rֱ�������γ���ն�������w��ͨ����ֱ��������________��
A.�ϴ���С�ĈA�F�� B.��С�´�ĈA�F�� C.�A���� D.����
�� A
29. �� ����ʽ�����C�m����ݔ����ġ���ɢ�����ϣ������߶ȿ��_30��40m��ͨ����________��
A.3��5m B.5��10m C.12��20m D.20��25m
�� C
30. �� ��________�ȝ����a�������Ӆ^С�������ڙM�����l�]�������á�
A.��ƽ���� B.������
C.������ D. ��A��
�� A
31. �� ���T�������ֺ�ͬ������s�^���о͕��a���ᑪ��������a��________��
A.���쑪�� B.���s���� C.�Еr�����쑪�����Еr�鉺�s���� D.�Ѽy
�� A
32. �� �����x��עλ�Õr�����ڱں�����T䓼��������������________��
A.�Ϸ� B.�·�
C.���g D.����
�� A
33. �� ���P������γ���ģб�ȣ������f�����_����________��
A.�T����ȿ��DZ�횱��C�ģ����ֻ�ܲ�ȡ����ģ������u���ӱں�ķ��� B.����ȡ����ģ���淽����u�p�ٱں�ķ��� C.����ȡ�ӣ��p��Y�ϵķ��� D.�������w��r���������N�������ɲ���
�� D
34. �� ��________���þ��տs�ʱ�ʾ��
A.Һ�B�տs B.�����տs
C.�̑B�տs D.�w�e�տs
�� C
35. �� ��ij�T���Ѓɡ�ʮ�����ཻ�ڣ��ں����30mm���T��A�Ǟ�5mm���t��̎�ğṝ�Aֱ����________��
A.57mm B.47mm
C.40 D.35
�� B
36. �� ���տs����һ�㲻���T��������________��
A.���쑪�� B.���s����
C.���Б��� D.�R�r����
�� B
37. �� ���������b�õĝ����裬��Ҫ���ڝ�ע________��
A.�����T䓼� B.�Ͻ���T�� C.��Ҫ�����T�F������ī�T�F�� D.��ͨ�T�F���ͷ��F�Ͻ��T��
�� A
38. �� ���P�ڝ������������ʽ�������f�����_����________��
A.����������ɰ��Ϊ��Ƴɵ� B.�������ֱ�����T��ֱ����픲����� C.������һ�����Ó�����͆Ϊ����� D.�����趼�����ó����ͻ�����Ƴ�
�� C
39. �� ���y���Ͻ������Ե�ԇ�ӣ����õ���________ԇ�ӡ�
A.������ B.�� C.U�� D.�U��
�� A
40. �� �������F�IJ��|��________��
A.�c�T�����|������ͬ B.�c�T�����|��ͬ��ӽ� C.�cо�εIJ��|��ͬ D.�c�T�����|��ͬ
�� B
41. �� ���P��ˮƽо�^��б�ȣ������f�����_����________��
A.о���cо�^����б�� B.о������б�ȣ�о�^ҕ��r�ɲ���б�� C.о��ҕ��r�ɲ���б�ȣ�о�^�����б�� D.о����о�^���]��б��
��B
42. �� �������F����________��
A.ͨ���LjA���� B.�c�ṝ̎��ǻ�Π���� C.ͨ�����F�� D.ͨ���Ƿ���
��A
43. �� �����T�F�У�________��ȫ���к�Ԫ�ء�
A.P B.S
C.Si D.Mn
�� B
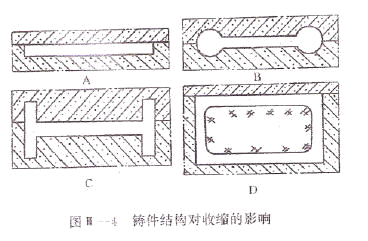
44. �� ����D��ʾ��ȝ����ڙM�����ϵĎN�_�O�����^���������________��
�� A
45. �� �����͡����͏��s�T��һ�㶼��________���a��
A.���� B.�������
C.���� D.��Ӳ��
�� C
46. �� ���O�����F��ð�ڵ��a�s���x��________��
A.���@���� B.���@�p��
C.��׃ D.���Ӳ����@
�� A
47. �� ���x������摪��ѭ��ԭ�t֮һ�DZM���܌��T���ļӹ���ͼӹ�������________��
A.�������� B.�������� C.�������ϡ����� D.����ͬһɰ���
�� D
48. �� ���P����݆ʽ��ɰ�C����݆�ĸ߶ȣ������f�����_����________��
A.�c�ױP���|���߶ȹ̶� B.�c�ױP�й̶��ľ��x
C.���b�߶ȿ���һ���������{�����̶� D.���b�߶��c�ױP��һ���ľ��x����ɰ�r���Sɰ�Ӻ�����»��
�� D
49. �� �������T��һ���ý����________�ăȝ�����
A.��ƽ���� B.�����λ��A��
C.������ D.������
�� A
50. �� ����ˇ�a���������T��������λ________�����ӵĽ��ٌӺ�ȡ�
A.�Ǽӹ��� B.�ӹ���
C.��Ҫ�ӹ��� D.ð����
�� A
51. �� �������ķN��ɰ�C��________��ɰ�C��݆�ӌ���ɰ�]�д������á�
A.��݆ʽ B.��݆���D��ʽ
C.�[݆ʽ D.�B�mʽ
�� C
52. �� ���P����׃�����Ě�����r�������f�����_����________��
A.��׃�������ǚ������� B.��׃���������R�r���� C.��׃�����������R�r������Ҳ�����ǚ������� D.��׃��������Һ�B�տs����
�� C
53. �� ��ɰоؓ��ֻ�m����________ɰо��
A.����ճ�� B.С����Ӳ
C.����ˮ���� D.С��
�� A
54. �� ��̎�ڑ�����B���T�������l�خa��׃�Σ�________��
A.ʹ�ȑ����pС B.ʹ�ȑ������� C.�ȑ�����С����֮��׃ D.ʹ�ȑ�����ʧ
�� A
55. �� �����Y�Wо�ęM�������Y�Wоһ��________��
A.ƽ����ֱ�����¶ˣ����ڸC���Ϸ� B.�����ڙM������
C.�r�ڙM�����ȱڡ��ȝ������̎ D.ƽ����ֱ�����϶ˣ����ڱ����·�
�� A
56. �� �����Ў�헴�ʩ��________���m���ڽ�Q�T��׃�Ά��}��
A.�ӷŹ�ˇ�a���� B.�A����׃���� C.����ӹ����� D.����ͬ�r����
�� A
57. �� ��ͬһ���T���IJ�ͬ��λ�����xȡ�ӹ������r________��
A.��ƽ�����ƽ��С B.��ƽ��С����ƽ��� C.����ƽ��һ�Ӵ� D.�����
�� A
58. �� ���T�F������ɫ�����T���ĝ�עϵ�yһ�㲻���ý����________�ęM������
A.���� B.�A�����
C.�A�� D.����
�� C
59. �� ���T����̎����ʹ�õĠt�Ӵ���________��
A.�_܇ʽ B.��ʽ�t
C.��ʽ�t D.�ؿ�ʽ���t
�� A
60. �� ��ʹ�����a�N����________��
A.�p��ð�ڔ��� B.�p��ð�ڿ��w�e C.��߹�ˇ��Ʒ�� D.���ɢ���ٶ�
�� A
61. �� ���ڝ�ע�r�g�ȣ�������FҺ���Բ�����a��һ����Һ�B���ٵ��w�տs���@���a�s�����FҺ��________��
A.���a�� B.��ˇ�a����
C.�տs�� D.�s��
�� A
62. �� ���������������F��Ҫ����________��
A.�O�����T���������N B.������T��
C.���w��T�� D.�����T��
�� A
63. �� �����˷�ֹ�T���a���s�Ϳs�ɣ���ð�ڵ���Ч�a�s�����ȣ���횱��C�T�����F________���̡�
A.ͬ�r B.����
C.���� D.��������
�� B
64. �� ���������a����һ�����________���ͣ�������ͱ��Cͱ�䡣
A.�o�䎧��ɰ�� B.ֻ�ЙM���䎧��ɰ�� C.ͨ�ؘ�ɰ�� D.�o��
�� A
65. �� ��Ӌ��ƽ�������^Hp�Ĺ�ʽ��________��

A.A B.B
C.C D.D
�� A
66. �� ��_______�T��ݔ�͙C���چ����l�������Թ������Ĵ�
A.�B�mʽ B.�}��ʽ
C.�gЪʽ D.�Ғ�ʽ
�� B
67. �� ������N��ʽ��________�������Ï���
A.ֱ�������F B.�g�������F
C.�����F D.�t�F�Vɰ
�� C
68. �� ��________�T��ݔ�͙C���ڲ����`����ÏV����
A.ˮƽ���b���B�mʽ B.ˮƽ���b���gЪʽ C.��ֱ���b���B�mʽ D.��ֱ���b���gЪʽ
�� A
69. �� ���a�N������________��
A.���ð�ڵ��a�sЧ�� B.����ð�ڵ���Ч�ߴ� C.�γ���ģб�� D.��ֹ���
�� A
70. �� ��________�������a�s������
A.�T� B.�T�X
C.���T�F D.�T�~
�� C
71. �� ����D��ʾ���T���ں�����N�^����ʽ������������________��
�� A
72. �� ����ֱо�^�ĸ߶�һ����________�_���ġ�
A.����ɰо�ĸ߶� B.����ɰо��ֱ����M�����С C.����ɰо�ĸ߶Ⱥ͙M�����С D.�T���߶�
�� C
73. �� ���T����̎���t�ğ��ܹ��oһ�㲻��________��
A.ú B.ú�����Ȼ��
C.���ͻ����� D.���
�� D
74. �� ����D��ʾ��ȝ����ڙM�����ϵĎN�߶����ã�����������________��
�� C
75. �� ����ɰ��̫С���T�����a��________ȱ�ݡ�
A.�Ѽy B.Ûɰ
C.�A�� D.������
�� B
76. �� ������о�мӏ��ߵĺ�ȑ�ȡо�бں��________����
A.0.5��0.8 B.0.8��1
C.1��1.3 D.2��2.5
�� B
77. �� �������T��Ͻ������Ժõ���________��
A.���T�F B.��ͨ�T�
C.�a���~ D.�Ͻ��T�
�� A
78. �� ������������ģ�ļ����������Y�����ε�����ɲ�����ģ�ӣ�����________��
A.��ɰ���� B.��������
C.�������� D.�����
�� C
79. �� ���y���Ͻ������Ԕ�����������ԇ�Ӷ����________��ע��
A.ɰ�� B.������
C.ʯī�� D.�ͻ�u��
�� A
80. �� ��________�ăȝ���ɢ����������һ�����a�s���ã������ں���T����
A.��ƽ���� B.�����λ��A��
C.������ D. ������
�� B
81. �� ����ֱ���õ�ɰо________��
A.�����ϡ���о�^ B.һ������о�^
C.һ������о�^ D.�ϡ���о�^���ɛ]��
�� B
82. �� ��________��Ҫ���ڴ����T���μ����a�֟o���mɰ��r��
A.�������� B.�ؿ�����
C.Ó������ D.��ģ����
�� B
83. �� �������ķN�Y�����T����________�y�տs��
�� D
84. �� ���_���T���ṝ�Aֱ���������f�����_����________��
A.�����D���r��ʹ���T���D�ߴ磬�ò������Ӌ�㷨��ʹ������D�ijߴ� B.�����D����Ӌ�㷨�r��ʹ���T���D�ߴ磬�ò�����rʹ������D�ijߴ� C.����ʹ���T���D�ijߴ� D.����ʹ������D�ijߴ�
�� C
85. �� ���T䓼�ð�ڵ�ģ�����________�T����ģ�������ܱ��C��Ч�a�s��
A.���� B.С�� C.���� D.���ڻ�С��
�� A
86. �� �������о����Ҫ��������________��ɰо��
A.���� B.����
C.�Y�����s D.��
�� A
87. �� ��ͬһ�T���ò�ͬ��͵��T�͝�ע��________�ľ��տs��С��
A.���� B.����
C.ˮ����ɰ�� D.������
�� B
88. �� ���_���T���ṝ�Aֱ����________�����㡣
A.���D B.Ӌ��
C.��� D.����
�� C
89. �� ��С��ɰ��İ��\�b��һ���O��________��
A.�ְ� B.���S
C.���h D.���
�� A
90. �� ���x�������r��������p��ɰо�������M���܌���Ҫɰо���ɰо________��
A.�������̓� B.�������̓� C.ƽ���������ϡ����̓� D.�ֳɃɲ���
�� B
91. �� �����T䓼��߶�һ���r���ں�ԽС�������a�N���________��
A.ԽС B.Խ��
C.�c����Pϵ���� D.��׃
�� B
92. �� ����ߺϽ�ĝ�ע�ضȣ���ʹ�Ͻ��________���ӡ�
A.Һ�B�տs�� B.�����տs��
C.�̑B�տs�� D.���տs
�� A
93. �� ������ɰо�зŽ�̿��Ҫ�Ǟ���ʹɰо________��
A.�Ś� B.�p�p�|��
C.���sоɰ D.���ӏ���
�� A
94. �� ������о��ʹ���^�������S��ĥ�p�����乤�����֞�________mm��
A.0.1��0.3 B.0.4��0.6
C.0.6��0.7 D.0.7��0.8
�� B
95. �� ���_��ʽ�������a���Dz���________�T��ݔ�͙C�M�ɵ�ֱ������ˮ����
A.�B�mʽ B.�}��ʽ
C.�gЪʽ D.�Ғ�ʽ
�� C
96. �� ��________��ɰ�C�����ڻ�����Ӳɰ����֬ɰ�ȟoճ����ɰ��
A.��݆ʽ B.��݆���D��ʽ
C.�[݆ʽ D.�B�mʽ
�� D
97. �� ���T�����T���տs��������________����ġ�
A.Һ�B�տs B.�����տs
C.�̑B�տs D.�w�e�տs
�� C
98. �� ���P���T���еĸ��N�T�쑪���ĺ����������f�����_����________��
A.���N����������B�� B.���N������������� C.���N�����Еr��B�ӣ��Еr����� D.���N���������R�r����
�� C
99. �� ����עϵ�y���MԪ�о��Г������õ���________��
A.ֱ���� B.�M����
C.�ȝ��� D.���ڱ�
�� B
100.�� ���T���Ŀs�Ϳs���c�Ͻ��________�Pϵ����
A.Һ�B�տs B.�����տs
C.�̑B�տs D.�w�e�տs
�� C
101.�� ������ʽ���ݔ���b���m��ݔ��________��
A.ú�� B.ճ����
C.ԭɰ D.��ɰ
�� D
102.�� ���ӑB����C������________�T��ݔ�͙C�ϡ�
A.�B�mʽ B.�}��ʽ
C.�gЪʽ D.�Ғ�ʽ
�� A
103.�� ���P�ڴ�ֱɰо���ϡ���о�^��б�ȣ������f�����_����________��
A.�ϴ���С B.�ϵ����� C.��С�´� D.�����o
�� A
104.�� ����עλ�õ��x����Ҫ�Ա��C________����l�c��
A.������ˇ B.��߄ڄ����a��
C.�T���|�� D.�T�����^
�� C
105.�� ��________��ɰ�C���Ƶ���ɰ�|���^������ڻ���Ҫ�ߵĆ�һɰ�ͱ�ɰ��
A.��݆ʽ B.��݆���D��ʽ
C.�[݆ʽ D.�B�mʽ
�� C
106.�� �������T����________�ճ�Y��������
A.ճ�� B.��֬
C.ֲ���� D.�o�C�}
�� A
107.�� ���֞�ɰ룬�քeλ�������ͣ������½Y�������Q��ģ�ӣ�����ؓ��һ������________��
A.�ϰ�ģ�� B.�°�ģ��
C.�ϡ��¸�һ�� D.��2/3����1/3
�� A
108.�� ��________�����ڶ��~�r�g��
A.���ù����ĕr�g B.�ʂ��c�Y���r�g C.ͣ���r�g D.��Ϣ�c��Ȼ��Ҫ�r�g
�� C
109.�� ����ͨ����о�еĶ�λ�N�c�N��֮�g�˲���________��ϡ�
A.�^�� B.�^ӯ
C.�g϶ D.�o
�� C
110.�� ���y���T��Ͻ������Գ��õ�ԇ����____��
A��U��ԇ�� B��Ш��ԇ�� C��������ԇ�� D.����ԇ��
�� C
111.�� �����T�F��̼�躬����____%�r���������Ժá�
A��5.9 B��5.2 C��4.2 D. 6.1
�� A
112.�� �������Ժõ���____�ɷֵ��T�F��
A������Ʒ B����Ʒ C���^��Ʒ D.��Ʒ���^��Ʒ
�� B
113.�� �������T��Ͻ��У������Ժõ���____��
A�����T�F B���T� C���a���~ D.�t�~
�� A
114.�� ������Һ�ڝ��������γ�____����Ĝu�����������s�|���ϸ���
A��ˮƽ B���Aб C.��ֱ D.ƽ��
�� C
115.�� ��С���T�F�����T䓼��������____���ױ���
A������ʽ B������ʽ C��©���� D.������
�� C
116.�� �����˱��❲ע�rֱ�������γ���ն�������w��ͨ����ֱ��������____��
A���ϴ���С�ĈA�F�� B����С�´�ĈA�F�� C���A���� D.�L����
�� A
117.�� ��____�Ĺ�Ҫ�����Ǔ�����
A��ֱ���� B���M���� C���ȝ��� D.�❲��
�� B
118.�� ���ȝ������������á��ą^��ͨ������____ �ȝ����Ľ���e��
A������ B���� C������ D.�o�P
�� A
119.�� ��Ҫ�pС�������Å^�IJ���Ӱ푣��ȝ�����____��
A�����ɸ����� B�����ڙM����֮�� C�����ڙM����֮�� D.���ɵ�����
�� B
120.�� ��ͨ�^��׃Һ������������ֲ����������������ٶȵĝ�עϵ�y��____��עϵ�y��
A������ʽ B������ʽ C������ʽ D.����ʽ
�� A
121.�� ���ܿ��ƽ���Һ�������ٶȺͷ���ĝ�����______��
A��ֱ���� B���M���� C���ȝ��� D.�❲��
�� C
122.�� ��������Ҫ���^�ߵ���С�ͺ���T���˲���____��עϵ�y��
A���עʽ B����עʽ C���A��ע��ʽ D.�S�Cע��ʽ
�� A
123.�� ��____���עʽ��עϵ�y��������ʽ��
A�����ܝ��� B��ţ�ǝ��� C�������ܝ��� D.��ţ�ǝ���
�� A
124.�� ������ƽ�������T�͛_����С�������a���w�R�ĝ�עϵ�y��______��עϵ�y��
A���עʽ B����עʽ C���A��ע��ʽ D.�S�Cע��ʽ
�� B
125.�� ���������a�s�ĝ�עϵ�y��____��עϵ�y��
A���עʽ B����עʽ C���A��ע��ʽ D.�S�Cע��ʽ
�� B
126.�� ����450kg���ϣ�lOt���µ��T�F����������____Ӌ�㝲ע�r�g��

�� B
127.�� ����һ�T�F����ע�r�ĸ߶Ȟ�300mm����ע�r�g��12s���t��ע�r��ǻ�Ƚ���Һ��������ٶȞ�____��
A. 15mm/s B.20mm/s C.25mm/s
D.10mm/s
�� C
128.�� �����ù�ʽ��A��=m/��0.31��t  ��Ӌ��ȝ���������e������e��λ��______��
��Ӌ��ȝ���������e������e��λ��______��
A��mm2 B��cm2 C��dm2 D.m2
�� B
129.�� �����ù�ʽ��F��=m/��0.31��t ��Ӌ��ȝ���������e����ƽ�������^�Ć�λ���r______��
A��mm B��cm C��m D.dm
�� B
130.�� ����ע�r�������ù�ʽ______Ӌ��ƽ�������^�߶ȡ�
A��hp=ho B��hp=h0- C.hp=h0-
C.hp=h0- D.
hp=h0+
D.
hp=h0+
�� B
131.�� ��ijһ���T�F����ע�r�ĸ߶Ȟ�500mm�����Ϳ��߶Ȟ�400mm���T��ȫ��λ�����ͣ������עʽ��ע���t��ƽ�������^�߶�hp��______��
A��50cm B��40cm C��lOcm D.5cm
�� B
132.�� ���ɰ��T�F���L�r���ߜ��˻���õ����T�F��____��
A�����T�F B����ī�T�F C������T�F D. �a���~
�� C
133.�� �����T�F��̼�����ͣ�______��
A�����c�߶������Բ� B�����c�Ͷ������Ժ� C�����c�Ͷ������Բ� D. ���c�߶������Ժ�
�� A
134.�� ����ī�T�F����______�����ԡ�
A���������� B�����g���� C���������� D.˲�g����
�� C
135.�� ��____ͨ�������_��ʽ��עϵ�y��
A�����T�F B������T�F C���T� D. �a���~
�� C
136.�� ������ֱ��������������������ʹҺ��ƽ������______�Б����^�ࡣ
A���T�F�� B���T䓼� C���X�Ͻ��T�� D. �a���~
�� C
137.�� ��____��ð���a�s���x���ټ��a�N��
A�����T�F B����ī�T�F C��̼� D. �a���~
�� A
138.�� ������Һ�ĝ����T�͵���s��ͬ���Ҝص������^���У��l�����w�e�ͳߴ�pС�ĬF�Q��______��
A���s�� B��׃�� C���տs D.��Û
�� C
139.�� ���Ͻ���Һ�B�����ص��w�e��׃�����Q��______��
A���̑B�տs B���w�տs C�����տs D.���տs
�� B
140.�� ���ĝ�ע�ض���s��Һ�ྀ�ضȵ��տs���Q��______��
A��Һ�B�տs B�������տs C���̑B�տs D.��B�տs
�� A
141.�� ����ߝ�ע�ضȣ���ʹ____���տs�����ӡ�
A��Һ�B B������ C���̑B D.��B
�� A
142.�� ����Һ�ྀ��s��ͬ�ྀ�ض����l�����տs���Q��____
A��Һ�B�տs B�������տs C���̑B�տs D.��B�տs
�� B
143.�� �����ྀ�ض���s���Ҝأ��@���A�ε��տs���Q��______
A��Һ�B�տs B�������տs C���̑B�տs D.��B�տs
�� C
144.�� ��____�A�Ό��T�����Π�ͳߴ羫��Ӱ푴�
A��Һ�B�տs B�������տs C���̑B�տs D.��B�տs
�� C
145.�� ��______һ����þ��տs�ʁ���ʾ��
A��Һ�B�տs B�������տs C���̑B�տs D.��B�տs
�� C
146.�� ��̼䓵�______�֞������A�Ρ�
A��Һ�B�տs B�������տs C���̑B�տs D.��B�տs
�� C
147.�� ��____�տs���S��̼�����Ӷ��p�١�
A������w�D׃ǰ B�������D׃�� C������w�D׃�� D.�������D׃��
�� A
148.�� ����______̼�����ߕr�������̺��ڌ��l���w�e��Û�F��.
A��̼� B�����T�F C�����T�F D. �a���~
�� B
149.�� �������T����������s�ٶȲ�һ�£�ʹ�����ֵ��տs�˴��Ƽs�a���������Q��____����
A��Ħ������ B�������� C���Cе���� D.���w����
�� B
150.�� ���T���տs�r�ܵ�ɰ�ͺ�ɰо�����������������տs���@�N�����Q��______��
A��Ħ������ B�������� C���Cе���� D.���w����
�� C
151.�� �����Ͳ��Ϗ���Խ�ߣ��T���տs�r�ܵ���____Խ��
A��Ħ������ B�������� C���Cе���� D.���w����
�� C
152.�� ��____�༯�����T���ϲ��ͺ����̵IJ�λ��
A����� B��ᘿ� C���s�� D.Һ��
�� C
153.�� ���Π�O��Ҏ�t���ױ���ڲ�����֦��Ʒ��____ ��������
A.��� B��ᘿ� C���s�� D. Һ��
�� C
154.�� ���T���Юa�����пs��ԭ���ǺϽ��____ֵ���ڹ̑B�տsֵ��
A��Һ�B�տs B�������տs C��Һ�B�տs�������տs D.��B�տs
�� C
155.�� ���T���γɿs�ɵėl����____��
A���T���ɱ������������� B���Ͻ�ĽY���ضȷ����^��C���T���տs�r�ò���Һ�w�����a��D. �Ͻ�ĽY���ضȷ����^խ
�� B
156.�� ���T���ڹ̑B�տs�r�����ܵ��T�͡���о����ð�ڡ��䎧��������K���a���đ����Q��____.
A���ᑪ�� B����׃���� C��-�տs���� D.���쑪��
�� C
157.�� ���T�������̺���s�^���У���ͬ��λ����С������տs������đ����Q��____��
A���ᑪ�� B����׃���� C.�տs���� D.���쑪��
�� A
158.�� ���T�쑪�����ڽ�����ԓ�ض��µď��ȘO�ޣ��T����Ҫ�a��____
A��׃�� h���Ѽy C���s�� D.��
�� B
159.�� ��____�����R�r��������
A���ᑪ�� B����׃���� C���տs���� D.���쑪��
�� C
160.�� ���ѿڿ����ؾ���߅��a������____��������
A������ B������ C����̎���Ѽy D.���w�M��
�� B
161.�� ���������T��̎�ڏ��Ԡ�B�r���T�쑪�����^�Ͻ��____���a���ġ�
A�����ԘO�� B���������� C���������� D.���쏊��
�� C
162.�� ���������B�mֱ����ѿڳ����^��������____������.
A������ B������ C����̎���Ѽy D.���w�M��
�� A
163.�� ��____������䓵�����ԡ�
A���� B���� C���� D.��
�� C
164.�� ��ð�ڑ��������T��____�IJ�λ
A��ģ���^С��λ���^��B��ģ���^��λ���^�� C��ģ���^С��λ���^��D. ģ���^��λ���^��
�� B
165.�� �����T�����挒�c��֮�ȴ���____�r���Q�����w��
A��3��l
B��5��I C��IO��l D.7��l
�� B
166.�� ������T䓼������O�����F�r���ɂ�ð��֮�g����Ч�a�s���x���T���ں��____��
A���ɱ� B��4�� C��4.5�� D.6��
�� B
167.�� ������T䓼������O�����F�r��ð�ڵ��T���˲�����Ч�a�s���x���T���ں��____��
A���ɱ� B��2.5�� C��4.5�� D.6��
�� C
168.�� ���T䓼��O��ð�ڵ���Ҫ������____��
A���Ś� B������ C���a�s D.��Һ
�� C
169.�� ����ī�T�Fһ���____��
A���������� B���І����� C���������� D.˲�g����
�� C
170.�� ����ֱ�����T���߶�____ð�T����Ч�a�s���x�r�����T�������gһ�Ε��a���S���s�ɡ�
A������ B���� C������ D.�o�P
�� A
171.�� �����ˌ��F�a�s��ð�ڵ�ģ������______�T����ģ����
A������ B���� C������ D.�o�P
�� A
172.�� ���T���w�e�c____�ı�ֵ�Q���T��ģ����
A��ð���w�e B��ð�ڱ���e C���T������e D. �T���w�e
�� C
173.�� �����A���w�ĸ߶ȴ���2.5d�r���A���w��ģ����____��
A��d/2 B��d/4 C��d/6 D. d/8
�� B
174.�� �����ù�ʽM= d/6Ӌ�������____��ģ����
A������w B���L�A���w C�����w D.�����w
�� C
175.�� ���ڸߜء��߉��l���¹�������݆�C��偠t��ijЩ�T�������M���ܱ������____��
A�������F B�������F C����ɰ���F D. �a���~
�� B
176.�� ��____���|�����T���IJ��|��ͬ�������
A�������F B�������F C����ɰ���F D. �a���~
�� B
177.�� ��____���a���T������ˇҎ��Ҫ�������Щ��
A������ B������ C���μ� D.С��
�� A
178.�� ����ÿһ���T�����m�õ�ͨ���Թ�ˇ�ļ���____��
A���T�칤ˇ�D B���T�칤ˇ�� C������ˇ�t D. ����ˇ�D
�� C
179.�� �����õĹ�ˇ�ļ���____��
A���T�칤ˇ�D B���T���ּӹ��D C���T���b��D D. ����ˇ�D
�� A
180.�� ��������Ҫ�T����ʹ�õĹ�ˇ�ļ���______
A���T�칤ˇ�D B���T�칤ˇ�� C���T���ּӹ��D D. ����ˇ�D
�� C
181.�� ���T���ں��OӋ�^�������a��______���T��ȱ�ݣ���
A������������� B���s�ס��s�� C��׃�Ρ��Ѽy D. ���������Ѽy
�� A
182.�� ���T���ں��OӋ�^�����a��____���T��ȱ�ݡ�
A������������� B���s�ס��s�� C��׃�Ρ��Ѽy D. ���������Ѽy
�� B
183.�� ���T����С���S�ں���T��Ͻ��______���P��
A�������� B�������� C�������� D.�����
�� A
184.�� ���T����С�ں������____��
A���T� B�����T�F C����ī�T�F
�� B
185.�� ���T����С�ں��С����______
A���T� B�����T�F C����ī�T�F D. �a���~
�� B
186.�� ���T����ڡ��ȱں��ߵ������Pϵ��ԓ��______��
A�����>�ȱ�>�� B����>�ȱ�>��� C���ȱ�>���>�� D. ���>�� >�ȱ�
�� A
187.�� ��������T�����Y�����Բ�ں��^�����a��______
A���s�� B��׃�� C���M���ִ� D.��Û
�� B
188.�� ����ע�r��������______λ�����^���ƽ�森
A��ˮƽ B���Aб C����ֱ D.����
�� A
189.�� ���p�ٷ����治�H�ɜp��ɰ�䔵�����p�����ͺͺ����r������Ҫ���������______��
A����ɰ������ B���T���ߴ羫�� C���T������ D.��ɰ�|��81���麆������ˇ�����M���������______���͡�
A��ƽ�� B��б�� C������ D.����
�� B
190.�� ���������������a��С���T���˲���______��
A���������� B��Ó������ C���ΰ����� D���ؿ�����
�� B
191.�� ���μ����a�Ĵ����T����������____��
A���������� B���B������ C���ؿ����� D���ΰ�����
�� C
192.�� ���μ�С��ţ�a���κ��ε�ͬ�D�w�T����������______��
A���������� B��ɰ������ C���ΰ����� D���ؿ�����
�� C
193.�� ���Π���s��ɰо��������____о����о��
A�����wʽ B������ʽ C���ɲ�ʽ D.һ�wʽ
�� C
194.�� �������a�������T���������ã�____���͡�
A������ʽ���͙C B������ʽ���͙C C����ɰ�C D.��əC
�� C
195.�� �����ͺ�ڼ��Π���s���T�����������ܲ���______�T�졣
A����ɰ�� B���������� C����ɰ�� D. �����ɰ��
�� A
196.�� ���Y�����s�����gҪ��ߵĴ��͡������T����������______�T�졣
A����ɰ�� B���������� C����ɰ�� D. �����ɰ��
�� C
197.�� �����ȸߡ����Ժã��T���|�����õ����C��ɰ����______��
A����ɰ�� B����������� C����ɰ�� D. �����ɰ��
�� C
198.�� ��____�����a�����L���T���ɱ��ߣ�
A����ɰ�� B���������� C����ɰ�� D. �����ɰ��
�� C
199.�� ���T������Ҫ�ӹ����������ڝ�עλ�õ�______
A������ B������ C������ D.���g
�� A
200.�� ���T���Ĵ�ƽ�治�����ڝ�עλ�õ�______��
A������ B������ C������ D.���g
�� A












